Studies the Effect of Particle Size, Binder Ratio and Pressure on Compaction Energy of Water Hyacinth Briquettes
-
Rotimi Moses Davies

Department of Agricultural and Environmental Engineering, Niger Delta University, PMB 071, Yenagoa, Bayelsa, Nigeria
Davies Iyinoluwa Esegbuyotaroghene Emmanuel
Department of Civil Engineering, Nigeria Maritime University, Delta, Nigeria
Grace Oghenerhuarho DaviesDepartment of Chemical Engineering, Landmark University, Omu-Aran, Kwara, Nigeria
Background and Objective: Water hyacinth (Eichhornia crassipes) is a fast-growing, invasive aquatic weed that causes nuisance and threat to eco-diversity. It has the potential to be used as biofuel and particleboard production. Densification of water hyacinth for briquettes will be an alternative energy source and a strategic way of managing the menace created by the weed. This study investigates the effect of binder ratio, compaction pressure and particle size on the compaction energy of water hyacinth briquettes. Materials and Methods: The water hyacinth samples were manually harvested, cleaned, sun-dried, milled and sieved. The briquettes were produced at three particle sizes of 0.5 mm (D1), 1.6 mm (D2) and 4 mm (D3), four compaction pressure levels of 3 MPa (P1), 5 MPa (P2), 7 MPa (P3) and 9 MPa (P4) and five binder levels of 10% (B1), 20% (B2), 30% (B3), 40% (B4) and 50% (B5) by weight of each feedstock using cylindrical die. A Randomized Complete Block Design experiment at combinations of DiPiBi was employed. Results: The results showed that compaction energy varied from 7.42±0.66 kJ/kg (B4) to 11.34±1.27 kJ/kg (B3) for all the produced briquettes at all binder levels. The mean compaction energy ranged from 6.59±0.42 kJ/kg (D1) to 13.68±1.16 kJ/kg (D3) for all the particle sizes. Conclusion: Compaction energy of water hyacinth briquette increased with an increase in particle size, binder inclusion and compaction pressure.
INTRODUCTION
The water hyacinth plant is a fast-growing, invasive aquatic weed. It has a detrimental impact on fishing, hydropower, marine transportation, biodiversity, aquatic life and irrigation systems in the Niger Delta, Nigeria1. Aquatic plants such as water hyacinth, lily and lettuce pose a danger to biodiversity2. With great potential for use as energy-producing materials, aquatic plants are a renewable energy source. Nigeria produces a lot of aquatic plants every year, but they are hardly ever used. Using loose aquatic plants as feedstock for bio-based products and fuels is significantly hampered by the costs and challenges associated with handling and storing them. These large aquatic plants can be handled more easily and at a lower cost when they are transformed into a denser form for storage, transportation and handling.
It is sustainable to use biomass to produce pellets and briquettes for biofuel. It will lessen rural communities' excessive reliance on wood cutting for firewood, which is the same as deforestation. Both briquettes and pellets burn cleanly and have the benefit of being stored for extended periods of time without degrading. For various agricultural and aquatic wastes, including rice and coffee husks3, biomass briquettes4, forest wastes5, hazelnut husks6, woody biomass7, water lettuce briquettes8, maize cob9, alfalfa products10, carbonized palm kernel shell and plantain peels11, some researchers have looked into the engineering properties of briquettes.
Other researchers worked on the production of briquettes using ground and unground hazelnut husks6, corncob12, rice husk and coffee pulp13, rice straw14, coffee and rice, ground and unground hazelnut husks6. rice and coffee husks3 and water hyacinth briquettes15. The mixture of rice husk and pine sawdust16, soda weed17 and water hyacinth and plantain peel18.
Numerous studies have documented the various applications of water hyacinth, including the manufacturing of particleboard, biogas, biofertilizer, furniture, sewage and biological waste-water treatment and particleboard18. Biomass has been characterized by some academics as a renewable energy source with significant production scale and quantity that could be included in the world's energy mix in the future. Nigeria generates massive amounts of biomass yearly, but it is mostly underutilized, leading to the unregulated burning of crop leftovers and a serious environmental issue19.
One potential source of renewable energy is the densification of biomass, which turns industrial and agricultural wastes into smokeless solid fuels. One major contributing element to Nigeria's fuel wood dilemma is the increase in demand for sustainable alternative energy. Developing nations like Nigeria must quickly make the switch to a sustainable energy system4,20.
Biomass can be briquettes with or without the addition of an adhesive.The low density of agricultural wastes makes them difficult to handle, transport and store, which adds to their drawbacks as a biomass fuel.
Briquetting biomass and crop residues has several benefits, including increased bulk density, decreased moisture content, consistent size and shape for simple handling, storage and burning, as well as improved volumetric calorific values and cleanliness.
The compressive density of briquettes is between 1100 and 1200 kg/m3 and their bulk density is greater than 600-800 kg/m3. In contrast, loose biomass has a bulk density ranging between 40 and 100 kg/m3 for agricultural straws and grasses and 150-200 kg/m3 for woody biomass21-25. Transportation expenses may be lowered by densifying biomass products26,27.
Mani et al.26 stated that the biomass densification energy requirement depends on compressed material moisture content, the pressure of compaction, the material physical properties (initial bulk density, compaction method and size of particle), pellet mill process parameters (length to diameter ratio of the die, die diameter, the rotational speed of the die and feed rate), processing parameters (pressure and temperature) and the chemical composition of the biomass28. Modifying residues into high-density form by compaction is an efficient way to combat the limitation of densification. Compression bailing of loose bulk volume of biomass can be reduced up to one-fifth of its total volume. However, the briquetting process is quite expensive; the purchase price of briquetting lines and energy inputs is generally high29,30. Oladeji24 and Tumuluru and Fillerup28 opined that biomass is the world's third-largest energy resource after coal and oil. Currently, biomass in the form of wood fuels, agricultural straws and energy crops is the most common biomass energy source, which occupies about 1.25 billion metric tons of oil equivalent, or approximately 14% of the global annual energy consumption.
DeCrosta et al.31 and Adapa et al.16 alluded to the fact that low energy density is synonymous with agricultural waste, leading to a high cost of feedstock transportation. This cost is 40-60% of the total costs of biomass energy production. However, the transportation costs ranged between 13 and 28%. Kaliyan and Morey32 and Zhang et al.33 mentioned different techniques of producing briquettes from biomass, which include direct compact, piston press and screw press technology, without blending it with a binder. The machines are of different forms, such as conical screw extruders, mechanical piston presses, hydraulic piston presses without die heating and twin-screw extruders. Some factors affecting the strength of briquettes involve the biomass's chemical and physical characteristics and the densification processes' variables, such as forming pressure, temperature, moisture content, feed constituent, die dimension and feed particle size25,28. The quality of densified materials is affected by the composition of biomass24. However, the components of biomass such as protein, starch and lignin are responsible for the natural binding of biomass particles. The main objective of this work is to determine the effect of compaction pressure, binder ratios and particle sizes on the compaction energy of water hyacinth briquettes.
MATERIALS AND METHODS
Study area: The laboratory work was conducted in the Processing laboratory, Niger Delta University. The samples were collected from Port-Harcourt, Niger Delta, Nigeria and are located between Latitudes 4°2" and 6°2" North of the equator and Longitudes 5°1" and 7°2" East of the Greenwich meridian, between June 2019 and March 2020. For this study, 5×3×4 randomized complete block design has been used.
Preparation of binder: The method adopted by Moses and Augustina8 was used to prepare the binder for this work. Plantain peels were sundried. Thus, it was ground into powder (particle size 0.075 mm) using a hammer mill and Tyler Sieve. It was hydrated with a predetermined amount of boiling water at 100°C to form a paste.
Experimental design: The experimental design of this study used the randomized complete block design (5×3×4). The particle sizes of groundwater and dried hyacinth were of three categories (D1, D2, D3) relating to 0.5, 1.6 and 4 mm. The pressures used (P1, P2, P3, P4) were at levels 3.0, 5.0, 7.0 and 9.0 Mpa. While the ratio of plantain peels binder (B1, B2, B3, B4, B5) was 10, 20, 30, 40 and 50% by weight of residue. The experiment was arranged in a randomized complete block design with three repetitions per investigation.
Preparation of briquette sample: The briquette samples used in this study were pretreated by drying, reduction of size and compaction. Sundrying of samples was done for 5-7 days, after which, the dried materials were cut using choppers such as knives and matchets and grounded by employing a hammer mill. Particle size analysis equipment was used to achieve the desired sizes. Each of the aggregates was divided into five equal parts, while the binder, in the proportion of 10, 20, 30, 40 and 50% by weight of the residue stock, was added to each of the subdivided residue portions. An automated mixer was used for the proper agglomeration of the mixture. The mixture was later oven-dried to 7.9% moisture content on a dry basis.
Compaction tests: The universal testing machine was used to conduct compaction tests. The steel cylindrical die was loosely filled with a known quantity of weight of each sample mixture and placed in the hydraulic-powered press machine at 30 mm/min of piston movement to compact the sample. The samples were compacted at 3.0, 5.0, 7.0 and 9.0 MPa, with particle sizes of 0.5, 1.6 and 4.7 mm and binder ratios of 10, 20, 30, 40 and 50%. A known pressure was applied to the material in the die for 60 sec before release and the briquette formed was extruded. Before the release of the applied pressure, the maximum depth of piston movement was measured to calculate the volume and depth. Each briquette was replicated three times according to the level of production variables. A compaction energy test was conducted using a hydraulic press. The work done was estimated by the force versus displacement graph. The force was determined using the following relationship by Lawrence et al.23:
Where:
| p | = | Pressure, MPa | |
| X | = | Hydraulic press piston diameter, m |
Compacting work done was determined using force-displacement curves of graphical integration.
The total specific energy (kJ/kg) of common reed compacting is calculated by the equation:
Where :
| E | = | Specific energy of compacting, kJ/kg | |
| W | = | Work of compacting, kJ | |
| M | = | Mass of compacted reed, kg |
Statistical analyses: The obtained data was statistically analyzed using Statistical Analysis System (SAS) (2007) and Microsoft Excel (2007) packages for Analysis of Variance (ANOVA). The probability significance is (p<0.001).
RESULTS
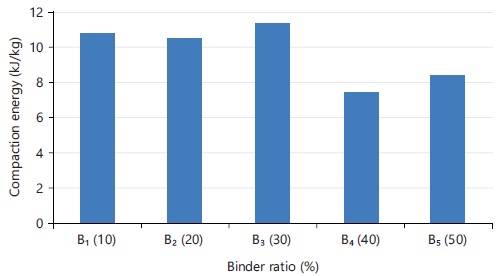
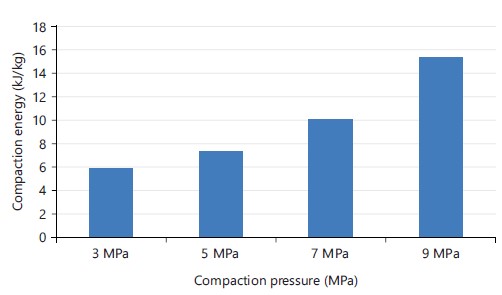
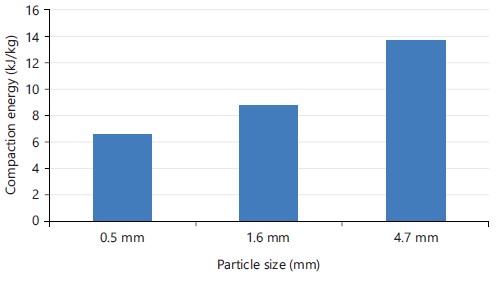
Compaction energy ranged between 7.42±0.66 kJ/kg (binder at 40% ) and 11.34±1.27 kJ/kg (binder at 30%) as revealed in Fig. 1. The mean compaction energy of briquette at the various binder proportions was statistically significant at p<0.001. The compaction energy decreased with an increase in the binder concentration. The compaction energy and compaction pressure have a strong positive relationship. It ranged between 5.92±0.21 kJ/kg (P1) and 15.37±1.50 kJ/kg (P4) as shown in Fig. 2 and the deviation in their mean values were statistically important (p<0.001) as depicted in Table 1. The mean compaction energy required to produce briquettes ranged from 6.59±0.42 kJ/kg (D1) to 13.68±1.16 kJ/kg (D3), as indicated in Fig. 3. This is an indication that the smaller particle size requires less energy to compact compared to larger particle size. The ANOVA displayed a significant difference between the values at the different particle sizes (p<0.001).
|
|
|
| Table 1: | Summary of the ANOVA of the effect of binder ratio, particle size and pressure on the measured | |||
| Properties | Source | DF | Type III SS | Mean square |
F-value |
Pr>F |
| Compaction energy (kJ/kg) | Binder | 4 | 410.07805 | 102.51951 |
173.77 |
<0.001 |
| Pressure | 3 | 2351.7324 | 783.91081 |
1328.76** |
0.001 |
|
| Size | 2 | 1583.4344 | 791.71718 |
1341.99** |
0.001 |
|
| Binder×Pressure | 12 | 153.774743 | 12.814562 |
21.72** |
0.001 |
|
| Size×Binder | 8 | 2442.1422 | 305.26777 |
517.44** |
0.001 |
|
| Size×Pressure | 6 | 339.36672 | 56.561119 |
95.87** |
0.001 |
|
| Size×Binder×Pressure | 24 | 437.14872 | 18.21453 |
30.87** |
0.001 |
|
| Error | 120 | 70.794667 | 0.589956 |
|||
| Corrected total | 179 | 7788.4719 | ||||
| **Statistically different p<0.001 | ||||||
DISCUSSION
The correlation between the compaction energy and particle size of the briquettes was found to be significantly positive. It can be inferred that smaller particle sizes necessitate less energy for compaction in comparison to larger particle sizes. This result was in agreement with the findings of Adapa et al.16 on the effect of particle size on the compaction energy of briquettes produced from barley. It was found that reducing the particle size from 0.64 to 0.56 mm reduced the specific energy consumption by 2 MJ/t. Zhang et al.33 found that between 95 and 99% and 1 and 5% of the total specific energy was needed to compress the grinds and in a single compact test, extrude the compact, respectively. It was also revealed that average specific compression energy varied between 7.2 for pretreated wheat straw using steam explosion and 39.1 MJ/t for wheat straw. Adapa et al.16 reported on barley, canola, oat and wheat straw densification at 10% moisture content (wb), 1.98 mm particle size and four compaction pressure levels of 31.6, 63.2, 94.7 and 138.9 MPa. The average total specific energy for wheat, canola, barley and oat straw compacts was determined to be 3.69±0.28 to 9.29±0.39 MJ/t, 3.31±0.82 to 9.44±0.33 MJ/t, 5.25±0.42 to 9.57±0.83 MJ/t and 3.59±0.44 to 7.16±0.40 MJ/t. The data showed that the compaction energy required to compress the biomass increased with increasing compaction pressure, with the highest recorded compaction energy occurring at pressure P4 and the lowest at pressure P1.
Mani et al.26 reported that 8.1 MJ/t and 7.3 MJ/t, respectively, of compaction energy were needed to compress corn stover to 5 MPa at 10 and 15% moisture content (w.b). Additionally, it was stated that to compact the corn stover to 15 MPa at 10 and 15% wet, respectively, 14.0 and 15.8 MJ/t were needed. The specific extrusion energy was included in the overall specific energy needed to compress the corn stover, which ranged from 12 to 30 MJ/t. According to Kaliyan and Morey32, at 10% moisture content on a wet basis, the specific energy needed to compact corn stover (3.0 mm hammer mill grind) to 150 MPa was 38.6 MJ/t. On the other hand, switch grass under the same circumstances had a specific compaction energy of 37.5 MJ/t.
The die used in the research by Kaliyan and Morey32 had a diameter of 18.8 mm. For every particle size, the mean compaction energy values varied from 6.59±0.42 kJ/kg (D1) to 13.68±1.16 kJ/kg (D3). It suggests that the compaction energy needed to create the briquettes increased significantly as the particle size was increased. According to Lawrence et al.23, the compaction energy required to compress biomass of a larger particle size is greater than that a smaller particle size. The briquettes produced at binder ratio (B4) are considered the optimum binder level needed to generate briquettes with acceptable thermal fuel efficiency and minimal smoke. Choosing any other binder level above binder B4 resulted in both financial and energy losses. Furthermore, The specific energy needed to produce pellets from biomass feedstock (19-90 kJ/kg) was substantially higher than the compaction energy values (18-58 kJ/kg) found in this study7. The specific energy requirements for biomass densification are reliant on the following: Feedstock variables (moisture content and particle size/distribution), employed system and process variables (temperature and pressure) and biochemical composition variables (presence of starch, protein, fat and lignocellulosic composition)15,26. Compression and pushing/extrusion work are the most utilized densification process. Energy through the channels is required in extrusion as the material must overcome friction during compression and push23.
In briquette production, there is a strong negative relationship between the particle size of biomass and compaction energy. However, a strong positive relationship was observed between pressure and compaction energy in briquette production. The optimum binder ratio recommended for the production of briquettes is 40%.
CONCLUSION
The study's findings demonstrated that pressure had a major impact on the compaction energy needed to produce briquettes. The briquette's compaction energy values at each of the binders were noteworthy. There was a significant variation in the briquette's compaction energy as the compaction pressure increased. It suggests that the compaction energy needed for compression increases with increasing particle sizes. There were notable variations in the average compaction energy values across all particle sizes.
SIGNIFICANCE STATEMENT
Water hyacinth is a prolific aquatic weeds that devastate eco-diversity and affects the source of livelihood of the people. Densification of water hyacinth and plantain peel (binder) for biofuel briquette production will be a strategic way of managing its menace. This study investigates the effect of binder ratio, compaction pressure and particle size on the compaction energy of water hyacinth briquettes. This study discovered the potentiality of producing briquettes at a very low compaction pressure. The results showed that the optimum compaction energy is obtained at 0.5 mm particle size, 40% binder ratio and compaction pressure of 9 MPa. The compression of water hyacinth into briquettes results in a ten-times reduction in volume and enhanced storage, transportation and sustainability.
REFERENCES
- Davies, R.M. and U.S. Mohammed, 2011. Moisture-dependent engineering properties of water hyacinth parts. Singapore J. Sci. Res., 1: 253-263.
- Davies, R.M. and O.A. Davies, 2013. Effect of briquetting process variables on hygroscopic property of water hyacinth briquettes. J. Renewable Energy, 2013.
- Lubwama, M. and V.A. Yiga, 2018. Characteristics of briquettes developed from rice and coffee husks for domestic cooking applications in Uganda. Renewable Energy, 118: 43-55.
- Arachchige, U.S.P.R., 2021. Briquettes production as an alternative fuel. Nat. Environ. Pollut. Technol. Int. Q. Sci. J., 20: 1661-1668.
- Fadele, O.K., T.O. Amusan, A.O. Afolabi and C.A. Ogunlade, 2021. Characterisation of briquettes from forest wastes: Optimisation approach. Res. Agric. Eng., 67: 138-147.
- Demirel, C., G.A.K. Gurdil, A. Kabutey and M. Wasserbauer, 2019. Comparing energy demand of densified briquettes of ground and unground hazelnut husks under compression loading. IOP Conf. Ser.: Earth Environ. Sci., 260 .
- Cavallo, E. and N. Pampuro, 2017. Effects of compressing pressure on briquettes made from woody biomass. Chem. Eng. Trans., 58: 571-522.
- Moses, D.R. and D.O. Augustina, 2014. Some physical and mechanical properties of water lettuce (Pistia stratiotes) briquettes. Am. J. Sci. Technol., 1: 238-244.
- Wilaipon, P., 2007. Physical characteristics of maize cob briquette under moderate die pressure. Am. J. Appl. Sci., 4: 995-998.
- Adapa, P.K., G.J. Schoenau, L.G. Tabil, S. Sokhansanj and B. Crerar, 2003. Pelleting of fractionated alfalfa products. ASAE Eng. Sustainable Future.
- Davies, R.M. and S.O. Nkakini, 2019. Some engineering characteristics of carbonized palm and plantain peels briquettes. Int. J. Emerging Res. Technol., 7: 18-26.
- Oladeji, J.T. and C.C. Enweremadu, 2012. The effects of some processing parameters on physical and densification characteristics of corncob briquettes. Int. J. Energy Eng., 2: 22-27.
- Davies, R.M. and D.S. Abolude, 2013. Mechanical handling characteristics of briquettes produced from water hyacinth and plantain peel as binder. J. Sci. Res. Rep., 2: 93-102.
- Ndiema, C.K.W., P.N. Manga and C.R. Ruttoh, 2002. Influence of die pressure on relaxation characteristics of briquetted biomass. Energy Convers. Manage., 43: 2157-2161.
- Rezania, S., M.F.M. Din, S.F. Kamaruddin, S.M. Taib, L. Singh, E.L. Yong and F.A. Dahalan, 2016. Evaluation of water hyacinth (Eichhornia crassipes) as a potential raw material source for briquette production. Energy, 111: 768-773.
- Adapa, P.K., L.G. Tabil and G.J. Schoenau, 2013. Factors affecting the quality of biomass pellet for biofuel and energy analysis of pelleting process. Int. J. Agric. Biol. Eng., 6: 1-12.
- Yumak, H., T. Ucar and N. Seyidbekiroglu, 2010. Briquetting soda weed (Salsola tragus) to be used as a rural fuel source. Biomass Bioenergy, 34: 630-636.
- Chin, O.C. and K.M. Siddiqui, 2000. Characteristics of some biomass briquettes prepared under modest die pressure. Biomass Bioenergy, 18: 223-228.
- Emerhi, E.A., 2011. Physical and combustion properties of briquettes produced from sawdust of three hardwood species and different organic binders. Adv. Appl. Sci. Res., 2: 236-246.
- Rezania, S., M. Ponraj, M.F.M. Din, A.R. Songip, F.M. Sairan and S. Chelliapan, 2015. The diverse applications of water hyacinth with main focus on sustainable energy and production for new era: An overview. Renewable Sustainable Energy Rev., 41: 943-954.
- Mitchual, S.J., K. Frimpong-Mensah and N.A. Darkwa, 2013. Effect of species, particle size and compacting pressure on relaxed density and compressive strength of fuel briquettes. Int. J. Energy Environ. Eng., 4.
- Ajiboye, T.K., S. Abdulkareem and A.O.Y. Anibijuwon, 2016. Investigation of mechanical properties of briquette product of sawdust-charcoal as a potential domestic energy source. J. Appl. Sci. Environ. Manage., 20: 1179-1188.
- Lawrence, A., P. Thollander, M. Andrei and M. Karlsson, 2019. Specific energy consumption/use (SEC) in energy management for improving energy efficiency in industry: Meaning, usage and differences. Energies, 12.
- Oladeji, J.T., 2015. Theoretical aspects of biomass briquetting: A review study. J. Energy Technol. Policy, 5: 72-81.
- Olorunnisola, A.O., 2004. Briquetting of rattan furniture waste. J. Bamboo Rattan, 3: 139-149.
- Mani, S., L.G. Tabil and S. Sokhansanj, 2006. Specific energy requirement for compacting corn stover. Bioresour. Technol., 97: 1420-1426.
- Kaliyan, N. and R.V. Morey, 2009. Factors affecting strength and durability of densified biomass products. Biomass Bioenergy, 33: 337-359.
- Tumuluru, J.S. and E. Fillerup, 2020. Briquetting characteristics of woody and herbaceous biomass blends: Impact on physical properties, chemical composition, and calorific value. Biofuels Bioprod. Biorefin., 14: 1105-1124.
- Muntean, A., T. Ivanova, P. Hutla and B. Havrland, 2017. Influence of raw material properties on the quality of solid biofuel and energy consumption in briquetting process. Agron. Res., 15: 1708-1715.
- Obi, O.F., R. Pecenka and M.J. Clifford, 2022. A review of biomass briquette binders and quality parameters. Energies, 15.
- DeCrosta, M.T., J.B. Schwartz, R.J. Wigent and K. Marshall, 2001. Thermodynamic analysis of compact formation; compaction, unloading, and ejection: II. Mechanical energy (work) and thermal energy (heat) determinations of compact unloading and ejection. Int. J. Pharm., 213: 45-62.
- Kaliyan, N.R. and V. Morey, 2009. Constitutive model for densification of corn stover and switchgrass. Biosyst. Eng., 104: 47-63.
- Zhang, G., Y. Sun and Y. Xu, 2018. Review of briquette binders and briquetting mechanism. Renewable Sustainable Energy Rev., 82: 477-487.
How to Cite this paper?
APA-7 Style
Davies,
R.M., Esegbuyotaroghene Emmanuel,
D.I., Davies,
G.O. (2024). Studies the Effect of Particle Size, Binder Ratio and Pressure on Compaction Energy of Water Hyacinth Briquettes. Asian Science Bulletin, 2(2), 148-155. https://doi.org/10.3923/asb.2024.148.155
ACS Style
Davies,
R.M.; Esegbuyotaroghene Emmanuel,
D.I.; Davies,
G.O. Studies the Effect of Particle Size, Binder Ratio and Pressure on Compaction Energy of Water Hyacinth Briquettes. Asian Sci. Bul 2024, 2, 148-155. https://doi.org/10.3923/asb.2024.148.155
AMA Style
Davies
RM, Esegbuyotaroghene Emmanuel
DI, Davies
GO. Studies the Effect of Particle Size, Binder Ratio and Pressure on Compaction Energy of Water Hyacinth Briquettes. Asian Science Bulletin. 2024; 2(2): 148-155. https://doi.org/10.3923/asb.2024.148.155
Chicago/Turabian Style
Davies, Rotimi, Moses, Davies Iyinoluwa Esegbuyotaroghene Emmanuel, and Grace Oghenerhuarho Davies.
2024. "Studies the Effect of Particle Size, Binder Ratio and Pressure on Compaction Energy of Water Hyacinth Briquettes" Asian Science Bulletin 2, no. 2: 148-155. https://doi.org/10.3923/asb.2024.148.155

This work is licensed under a Creative Commons Attribution 4.0 International License.