Trending Perspective in Quality Control Monitoring and Investigation of Some Properties of Active Pharmaceutical Ingredient
-
Mostafa Essam Ahmed Mostafa Eissa

Facility of Pharmaceutical Research, Cairo University, Giza, 12613, Egypt
| Received 15 Nov, 2023 |
Accepted 29 Jan, 2024 |
Published 20 Feb, 2024 |
Background and Objective: The production of pharmaceutical chemical compounds of predictable and reproducible quality is of paramount importance for manufacturing pharmaceutical dosage forms that meet the demands needed to achieve the necessary therapeutic properties. The study aims to use process-behavior charts and SPC software to control and inspect pharmaceutical compounds known as 1-(2-ethylsulfonyl)ethyl)-2-methyl-5-nitroimidazole. Materials and Methods: The study evaluates the quality of Tinidazole, a pharmaceutical chemical compound, from an Asian manufacturer. The compound is analyzed for loss-on-drying, melting point, assay and apparent density, according to the British Pharmacopeia standards. The analysis uses Minitab software and control charts to examine the distribution and trends of the data. Results: The datasets of the assay and apparent density followed a normal dispersion pattern. While the results of melting point and Loss-On-Drying (LOD) data failed the normality test. The approach for trending the data of the first two inspection characteristics is to use an Individual-Moving Range (I-MR) plot and to adjust the second two data types for the Laney-corrected attribute chart. Conclusion: Improvements are required to enhance the quality of inspection properties since there are signs of out-of-control points in some batches in the time series order. This study highlights the importance of the control charts in the examination of the quality of chemically manufactured materials.
INTRODUCTION
Many businesses and organizations compete in the drug and medical product market in the highly competitive worlds of healthcare and the pharmaceutical industry1-3. But the patient’s health comes first, followed by quality, safety and efficacy4-6. Before analyzing the inspection properties of the final medication dosage forms, the active or inactive medicinal substances should serve as the foundation for the standard quality.
To get a high degree of consistent and acceptable quality, the application of Statistical Process Control (SPC) approaches has become an essential and widely performed activity in all pharmaceutical enterprises7-9. The process-behavior plot is one of the most important SPC tools10. It is widely used to evaluate and regulate processes and inspection features in both industrial and non-industrial domains11-13. The producers of pharmaceutical-grade raw materials have spread across the globe, making them easily accessible to brokers and retail marketplaces everywhere14-16. However, maintaining consistent quality assurance of the anticipated chemical and physical attributes is crucial to ensuring the pharmaceutical products’ worth both now and in the future.
The number of facilities that manufacture chemicals is on the rise, especially in developing countries. Their adherence to good practises in a variety of professions, such as medicine and healthcare, is dubious17,18. The quality of the finished product may be predicted using Good Manufacturing Practise (GMP)19. Therefore, items with acceptable, stable and predictable features and little chance of failure would be produced by an organisation that has the proper quality idea in mind throughout the entire firm.
There is a high chance that during a crisis, the quality of the products that brokers, wholesalers and market merchants provide may deteriorate to satisfy consumer demand for low costs at the expense of crucial quality control features. Owing to the highlighted difficulties, the current study set out to assess the goodness and fineness of a particular medicinal ingredient that is frequently used in pharmaceutical preparations from chemical manufacturing firms. The main emphasis of the research will be a significant test that is formally regarded as one of the essential features of active material examination.
MATERIALS AND METHODS
Study area and subject: The quality of various batches from the Asian manufacturer in a time series16,17 was assessed by purchasing a pharmaceutically active chemical compound from market retailers and brokers in Egypt. The analysis was carried out and the results were gathered in a pharmaceutical research facility that was involved for a period of two years (from January, 2021 to January, 2023). The subject study is 1-[2-(ethylsulfonyl)ethyl-2-methyl-5-nitro-1H-imidazole with molecular formula C8H13N3O4S which is known as Tinidazole20. This raw material was analyzed according to the British Pharmacopeia for loss-on-drying, melting point and assay20. Also, the apparent density was conducted according to the standard method.
Each manufactured batch was subjected to the analysis using the standard official method of the British Pharmacopoeia (BP). The assay limit is 98.0-101.0% based on dried substance, loss-on-drying with a maximum limit of 0.5% and the melting point with a limit range of 125 to 128°C20. The last test is the apparent density of the powdered material with a limit of not less than 196648.1 grain per cubic foot (gr/ft³)21. To screen for the distribution fitting and to build a suitable SPC trending profile22-25, the preliminary assay data was examined using Minitab version 17.1.0. The control charts were used to ascertain the initial state of control from the output results.
RESULTS
Tinidazole is a nitroimidazole antibiotic class against a variety of anaerobic amoebic and bacterial infectious diseases. It has specific properties indicated by the official monographs. The quality control trending of the manufactured batches of the raw material was performed on certain inspection properties of the Active Pharmaceutical Ingredient (API). Statistical Process Control (SPC) tools and techniques were adopted to investigate the quality state and behavior over time:
• |
Descriptive statistics of the quality criteria of the API 1-[2-(ethylsulfonyl)ethyl-2-methyl-5-nitro-1H-imidazole with molecular formula C8H13N3O4S |
|
• |
Column statistical analysis of the melting point (°C), loss-on-drying (%), assay (%) (on dried basis) and apparent density (g cm–3), respectively |
Dispersion study of the datasets, with 95% confidence interval (CI) to be considered:
• |
Minimum: 125.0, 0.00, 98.5 and 0.40 |
|
• |
25% percentile: 125.3, 0.10, 99.3 and 0.47 |
|
• |
Median: 126.0, 0.20, 99.6 and 0.50 |
|
• |
75% percentile: 126.0, 0.20, 99.9 and 0.54 |
|
• |
Maximum: 127.0, 0.50, 100.9 and 0.64 |
|
• |
10% percentile: 125.0, 0.07, 98.9 and 0.45 |
|
• |
90% percentile: 127.0, 0.30, 100.5 and 0.58 |
|
• |
Mean: 125.9, 0.18, 99.7 and 0.5045 |
|
• |
Coefficient of variation: 0.52, 57.66, 0.54 and 10.23% |
|
• |
Standard deviation: 0.6513, 0.1046, 0.5365 and 0.0516 |
|
• |
Standard error of the mean: 0.08946, 0.01436, 0.07370 and 0.00709 |
|
• |
Lower 95% CI of mean: 125.7, 0.15, 99.5 and 0.49 |
|
• |
Upper 95% CI of mean: 126.1, 0.21, 99.8 and 0.52 |
|
• |
Lower 95% CI of median: 126.0, 0.10, 99.5 and 0.48 |
|
• |
Upper 95% CI of median: 126.0, 0.20, 99.8 and 0.52 |
Normality test (at alpha (α) = 0.05) for melting point (°C), loss-on-drying (%), assay (%) (on dried basis) and apparent density (g/cm3), respectively:
• |
Statistical value (W): 0.8266, 0.9032, 0.9716 and 0.9740 |
|
• |
p-value (Summary): <0.0001 (****), 0.0004 (***), 0.2357 (ns) and 0.2993 (ns), where ns stands for not significant |
|
• |
Accepted normality test result: No, no, yes and yes |
Correlation coefficient distance, complete linkage amalgamation steps:
• |
Cluster I |
: |
Similarity level is 28.9409, the distance level is 1.42118, the cluster joined is two, the new cluster is one and the number of observations in a new cluster is four |
|
• |
Cluster II |
: |
Similarity level is 51.8324, the distance level is 0.96335, the cluster joined is three, the new cluster is two and the number of observations in the new cluster is three |
|
• |
Cluster III |
: |
Similarity level is 65.6940, the distance level is 0.68612, the cluster joined is four, the new cluster is three and the number of observations in the new cluster is two |
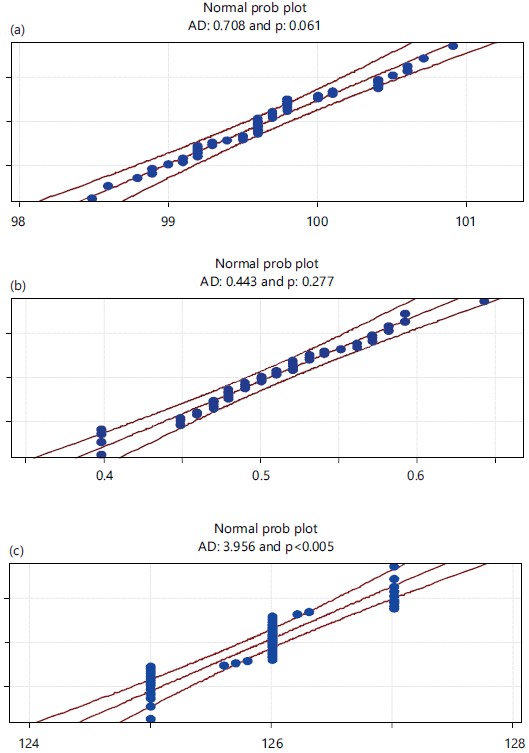
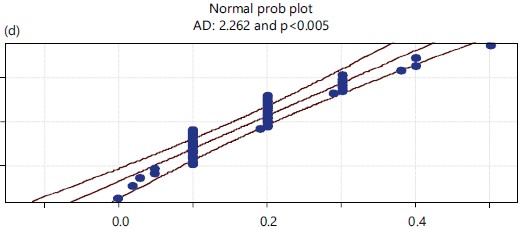
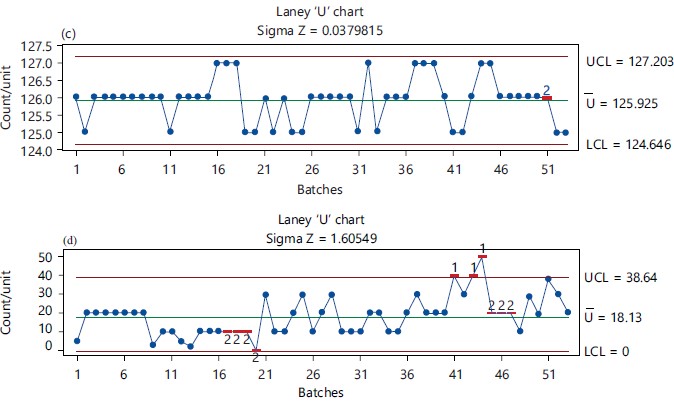
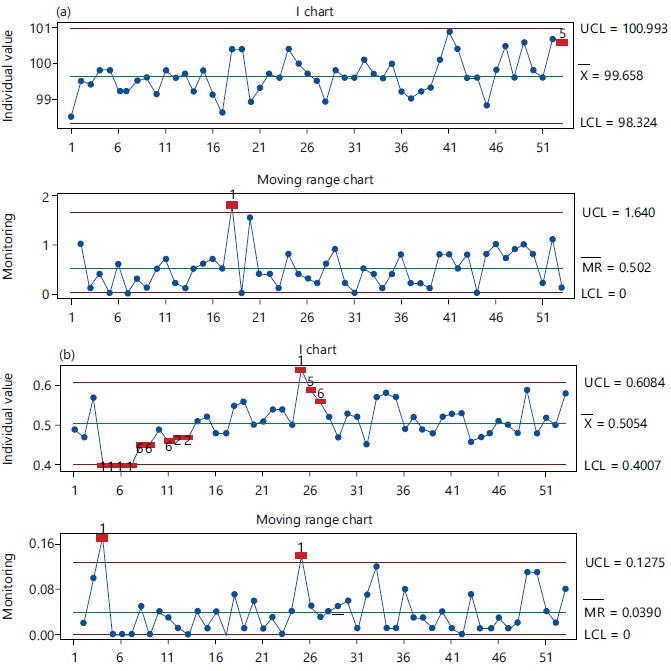
Process-behavior charts and monitoring of the selected four inspection characteristics: A preliminary examination of the normal probability distribution for datasets can be found in Fig. 1: (a) Assay, (b) apparent density, melting point. It showed that two inspection characteristics were demonstrated (namely, the assay and the apparent density in Fig. 1a for assay and Fig. 1b for apparent density of the Gaussian dispersion pattern, Hence, the test records were adapted to the Individual-Moving Range (I-MR) trending charts. On the other hand, the other two quality criteria failed to show evidence for the bell-shaped curve Fig. 1c melting point and Fig. 1d Loss-On-Drying. Figure 2a for essay and Fig. 1b for apparent density show the mean and the variation as two plots for the inspection properties. Thus, attribute process-behavior charts were used. The corresponding Shewhart charts are illustrated in Fig. 2.
Melting Point (MP) and Loss-On-Drying (LOD) results could be assigned to control charts that trace the number of attributes per unit. However, the nature of the data might not fit the underlying assumption such as Poisson distribution. The U-chart diagnostic referred to the necessity of implementation of a Laney U-chart instead of the conventional classical one. This is because the use of a U-chart would yield an elevated false alarm rate. Thus, a Laney U-chart should be considered.
|
|
Instead, the upper limit depends on the number of subgroups and the process mean that could be unified if the variations between subgroups are below 25%. Nevertheless, Laney-correction could offer a solution for the overdispersion and underdispersion of database records as could be visualized in Fig. 2c melting point and (d) Loss-on-drying.
Out-of-control batches of the variable chart for assay (based on dried substance):
• |
Test results for I chart of assay (based on dried substance) |
|
• |
Test five: Two out of three points more than two standard deviations from center line (on one side of CL). Test failed at point 53 |
|
• |
Test results for MR chart of assay (based on dried substance) |
|
• |
Test one: One point more than three standard deviations from center line. Test failed at point 18 |
Out-of-control batches of the variable chart for apparent density:
• |
Test results for I chart of apparent density |
|
• |
Test one: One point more than three standard deviations from center line. Test failed at points 4, 5, 6, 7 and 25 |
|
• |
Test two: Nine points in a row on same side of center line. Test failed at points 12 and 13 |
|
• |
Test five: Two out of three points more than two standard deviations from center line (on one side of CL). Test failed at points 5, 6, 7 and 26 |
|
• |
Test six: Four out of five points more than 1 standard deviation from center line (on one side of CL) |
|
• |
Test failed at points 7, 8, 9, 11, 26 and 27 |
|
• |
Test results for MR chart of apparent density |
|
• |
Test one: One point more than three standard deviations from center line. Test failed at points 4 and 25 |
Out-of-control batches of the attribute chart for laney U-chart of MP:
• |
Test results for laney U-chart of MP |
|
• |
Test two: Nine points in a row on same side of center line. Test failed at point 51 |
Out-of-control batches of the variable chart for laney U-chart of LOD% (As part per hundred (PPH)):
• |
Test Results for Laney U-chart of LOD% (PPH) |
|
• |
Test one: One point more than three standard deviations from center line. Test failed at points 41, 43 and 44 |
|
• |
Test two: Nine points in a row on the same side of center line. Test failed at points 17, 18, 19, 20, 44, 45, 46 and 47 |
DISCUSSION
The current study showed a multidimensional analysis of the quality aspects of pharmaceutical chemical compounds at several stages. The results of the descriptive statistics showed that the API 1-[2-(ethylsulfonyl)ethyl-2-methyl-5-nitro-1H-imidazole had a high mean and median for assay (99.7 and 99.6%, respectively), which indicated its high purity and quality. The coefficient of variation for assay was also low (0.54%), which suggested a low variability among the batches. The apparent density had a moderate mean and median (0.50 and 0.50 g cm–3, respectively), which reflected its acceptable flowability and compressibility. The coefficient of variation for apparent density was relatively high (10.23%), which indicated a high variability among the batches. The melting point had a low mean and median (125.9 and 126.0°C, respectively), which was lower than the reported range of 128-131°C. The coefficient of variation for melting point was also low (0.52%), which suggested a low variability among the batches. The loss-on-drying had a low mean and median (0.18 and 0.20%, respectively), which was lower than the specified limit of 0.5%. The coefficient of variation for loss-on-drying was very high (57.66%), which indicated a very high variability among the batches.
The results of the normality test showed that the assay and apparent density followed a normal distribution, as their p-values were higher than 0.05 (0.2357 and 0.2993, respectively). This meant that the data were symmetric and bell-shaped and that the mean and median were close to each other. However, the melting point and loss-on-drying did not follow a normal distribution, as their p-values were very significant (<0.0001 and 0.0004, respectively). This meant that the data were skewed and non-bell-shaped and that the mean and median were different from each other. Accordingly, this was reflected in the process-behavior chart selection.
The results of the correlation coefficient distance and complete linkage amalgamation steps showed that the quality criteria of the API could be clustered into three groups based on their similarity and distance. The first cluster consisted of the assay and apparent density, which had the highest similarity level (65.6940) and the lowest distance level (0.68612). This indicated that these two parameters were highly correlated and had similar values. The second cluster consisted of the melting point and loss-on-drying, which had a moderate similarity level (51.8324) and a moderate distance level (0.96335). This indicated that these two parameters were moderately correlated and had somewhat different values. The third cluster consisted of two joined subsets, which had the lowest similarity level (28.9409) and the highest distance level (1.42118). This indicated that these two parameters were not correlated and had very different values.
The results of the trending charts showed that the API 1-(2-(ethylsulfonyl)-ethyl)-2-methyl-5-nitroimidazole had different quality states and behaviors for the four inspection characteristics: Assay, apparent density, melting point and loss-on-drying. The assay and apparent density followed a Gaussian dispersion pattern, as shown by the normal probability plots in Fig. 1(a-b). This indicated that these two parameters were normally distributed and had relatively a stable mean and variation over time, except at a few points. The Individual-Moving Range (I-MR) charts in Fig. 2(a-b) confirmed that the assay and apparent density were almost in control, as most of the points were within the control limits and did not show any patterns or trends. However, some out-of-control points were detected by the statistical tests, which suggested that there were some special causes of variation that affected the quality of these parameters.
The melting point and loss-on-drying did not follow a Gaussian dispersion pattern, as shown by the normal probability plots in Fig. 1(c-d). This indicated that these two parameters were not normally distributed and had a variable mean and variation over time. The attribute process-behavior charts in Fig. 2(c-d) showed that the melting point and loss-on-drying were also almost in control, as exceptions for a few points were outside the control limits for loss-on-drying test. The laney U-charts were used instead of the conventional U-charts, as the data did not fit the underlying assumption of poisson distribution. The laney U-charts adjusted the control limits based on the number of subgroups and the process mean and offered a solution for the overdispersion and underdispersion of the data. The statistical tests identified a few out-of-control points, which suggested that there were underlying special causes of variation that affected the quality of these samples.
Process-behavior charts, also known as Shewhart charts or control charts, are widely used tools for monitoring and improving the quality of various processes and products22,26. Depending on the type of data, variable or attribute charts can be applied to track the variation and detect any signals of special causes22,23. In this paper, the results were presented by applying different types of Shewhart charts to the inspection properties of a chemical compound, such as mean particle size (MP), apparent density (AD) and number of defects (ND). This study also use Laney-adjusted charts to account for the overdispersion or underdispersion of some data sets that do not follow the Poisson distribution25. Process-behavior charts are the backbone of many processes that involve measuring, controlling and monitoring the inspection properties under investigation22,26. The 2 types of Shewhart charts could be adopted namely variable and attribute control charts and this was implemented elsewhere22. The types of alarms could be explained as detailed in other previous works23. The average and the control window would be calculated through the following principles:
Individual (I) chart center line (CL): Average of individual data points. The CL+2.66×Average moving range is the upper control limit (UCL) for the I chart. For the I chart, the Lower Control Limit (LCL) is CL-2.66×Average Moving Range (MR), or zero if it is negative. Mean of MR is the MR chart’s center line (CL)27,28. For the MR chart, the Upper Control Limit (UCL) is 3.27× the Average Moving Range. For MR charts, the Lower Control Limit (LCL) is zero.
Concerning the U-charts, The main components of the trending charts might be computed for the Laney corrections as could be seen from Eq. 1-7. This type of chart is used when the data fails to follow Poisson distribution which leads to incorrect control limits with subsequent alarms due to overspreading or underdispersion29. The optimum dispersion ratio should be within 0.75 and 1.30 in the U-chart diagnostic to use the conventional chart30. Where: ui is the number of defects for subgroup, ni is the size of subgroup i, zi is the z-score, u(prime) is the data mean, σz is calculated as MR(bar)/1.128 where the figure is an unbiasing constant and MR(bar) is a moving range of length two and σui is the standard deviation. The count rate for subgroup i is ui. The corrected standard deviation is sd (ui) to adjust for overdispersion or under-spreading:
| (1) |
| (2) |
ui = ū+σui.zi |
(3) |
sd (ui) = σui.σzi |
(4) |
CL = ū |
(5) |
UCL = ū+3.σui.σzi |
(6) |
LCL = ū-3.σui.σz or = zero |
(7) |
Except for MP, all other inspection characteristics showed signs of out-of-control due to special causes at some points, in addition, there are few excursions in some results. Drawing Shewhart plots based on the above equations would yield trending charts as in Fig. 2. Moreover, variations mitigation would be required to bring the control thresholds within the specifications window30. Thus, more investigation should be executed to determine the cause(s) of the aberrant outcome during the processing and synthesis of the aberrant products and improve the quality of the manufactured chemical compound by taking the necessary preventive measures. For the creation of the apparent density of the powdered raw material, the following formula is used to get the material’s apparent density31. Where, Da is W/Vc, Da: Density of bulk (w/v), W is The entire container’s weight (w) and Vc is Volume of the container (v).
Laney-adjusted control charts have proven to be an effective approach-from previous experiences-in the trending examination of some datasets that have failed to follow definite types of distributions32. Two inspection characteristics failed to demonstrate suitable fitting for commonly used distributions such as gaussian and poisson spreading patterns32,33. Hence, modifying the data for Laney attribute charts was conducted with useful interpretable outcomes to evaluate the characteristics under study.
Chemical manufacturing companies need to establish holistic implementation of the SPC methodologies as an integral part of the Total Quality Management (TQM) throughout the whole organization. Nevertheless, regulatory monitoring and surveillance in the industrial sector are crucial to enforcing safety and quality concepts. In the meantime, the recipient customer should keep an eye on the goods received by monitoring the delivered lots using appropriate statistical tools, till the foundations of the chemical industry regulations can integrate the SPC techniques effectively. This is especially important in the developing countries and economically struggling nations.
The use of Shewhart charts and Laney-adjusted charts for monitoring binary data has been explored by several studies in the context of clinical performance and quality improvement34,35. These studies have compared the advantages and disadvantages of different types of charts, such as p-charts, EWMA charts, CUSUM charts and g-charts, for detecting changes in rates of events or outcomes35,36. They have also discussed the criteria and methods for choosing the appropriate chart based on the characteristics and distribution of the data34,35. Current study contributed to this literature by applying these charts to the inspection properties of a chemical compound, such as mean particle size, apparent density and number of defects. This study also demonstrated the usefulness of Laney-adjusted charts for dealing with overdispersion or underdispersion of some data sets that do not follow the Poisson distribution36. Present study compared current findings with the previous literature and discussed the implications for the quality control and improvement of the chemical compound.
The application of Shewhart charts and Laney-adjusted charts for monitoring and improving the quality of chemical products has been reported by several studies in the literature. For example37, used Shewhart charts to analyze the variation of the apparent density of powdered raw material and to identify the sources of variation38 employed Laney-adjusted charts to detect overdispersion and underdispersion in the number of defects of a chemical compound and to propose corrective actions34 compared different types of control charts for monitoring binary data, such as the number of adverse events and discussed the advantages and disadvantages of each chart. Present study contributed to this literature by applying Shewhart charts and Laney-adjusted charts to various inspection properties of a chemical compound, such as mean particle size, apparent density and number of defects. In this study also discussed the importance of implementing the SPC methodologies as part of the TQM in the chemical industry, especially in developing countries and economically struggling nations.
CONCLUSION
The present work pinpoints an important and unique perspective in the monitoring and trending of the API regarding physical and chemical criteria. Acceptable monitoring and control of the manufacturing field’s quality is crucial in the highly competitive world of pharmaceutical and medical products. This vision begins with the basic elements, which are the raw materials. A crucial task that offers insight into the behavior of the inspection characteristics with the manufactured batches delivered reflecting the state of the quality delivered to the organization’s final customers is observing the trending pattern of the inspection properties of the chemical entities. Control charts are essential when observing a process in a serial or time sequence. They show the mean and limiting thresholds are set to identify changes in the properties under inspection and determine whether these changes are most likely the result of common or unique cause variations. To comprehend the trending pattern and the attributes (chemical and physical) of the chemical molecule that is supplied as a raw material, statistical analysis and correlation studies would be helpful. Guarantee the manufacture of medical materials with stable, predictable and acceptable quality criteria, is a crucial analytical task.
SIGNIFICANCE STATEMENT
This research aims to monitor and control the quality of the manufacturing field of medicinal and pharmaceutical products, starting from the raw materials. It uses control charts and statistical analysis to observe the trending pattern and properties of the chemical entities and to detect the changes and variations in the inspection characteristics. It provides insight into the behavior and quality of the chemical compounds and the manufactured batches and how they affect the final customers. It is an important analytical activity to ensure the production of medicinal materials with stable, predictable and acceptable quality criteria and to improve the competitive industry of pharmaceutical products.
REFERENCES
- Eissa, M.E., E.R. Rashed and D.E. Eissa, 2021. Implementation of modified Q-control chart in monitoring of inspection characteristics with finite quantification sensitivity limits: A case study of bioburden enumeration in capsule shell. El-Cezeri, 8: 1093-1107.
- Eissa, M.E., 2019. Drug recall monitoring and trend analysis: A multidimensional study. Global J. Qual. Saf. Healthcare, 2: 34-39.
- Eissa, M.E., 2016. Distribution of bacterial contamination in non-sterile pharmaceutical materials and assessment of its risk to the health of the final consumers quantitatively. Beni-Suef Univ. J. Basic Appl. Sci., 5: 217-230.
- Eissa, M.E., E.R. Rashed and D.E. Eissa, 2022. Establishment of biocidal activity evaluation study protocol in healthcare facility for routine monitoring of antibacterial activity of disinfectants. J. Exp. Clin. Med., 39: 939-947.
- Eissa, M.E., 2016. Quantitative microbial risk assessment of pharmaceutical products. PDA J. Pharm. Sci. Technol., 71: 245-251.
- Eissa, M.E. and H.S. Hamed, 2019. Application of statistical quality control tools for monitoring of pharmaceutical product properties. Pak. J. Sci. Ind. Res., 62: 39-48.
- Yuan, C.C., W.H. Chung, C. Cai and S.T. Sung, 2020. Application of statistical process control on port state control. J. Mar. Sci. Eng., 8.
- Eissa, M.E.A.M., 2018. Quality criteria establishment for dissolution of ascorbic acid from sustained release pellets. Novel Tech. Nutr. Food Sci., 2: 137-142.
- Eissa, M.E., E.R. Rashed and D.E. Eissa, 2023. Microbiological stability assessment of municipal distribution line using control chart approach for total bioburden count. Health Acad. Kastamonu, 8: 363-383.
- Eissa, M.E., 2016. Shewhart control chart in microbiological quality control of purified water and its use in quantitative risk evaluation. Pharm. Biosci. J., 4: 45-51.
- Eissa, M., E. Rashed and D.E. Eissa, 2021. Study of tellurium-129m (129mTe) ground deposition following fukushima nuclear disaster: Descriptive analysis of unscear database using statistical process techniques. Mugla J. Sci. Technol., 7: 67-72.
- Eissa, M.E., 2023. Studies on morbidities and mortalities from COVID-19: Novel public health practice during pandemic periods. Asian J. Appl. Sci., 16: 84-94.
- Eissa, M.E., E.R. Rashed and D.E. Eissa, 2023. Measuring public health effect of Coronavirus disease 2019: A novel perspective in healthcare in pandemic times. Med. J. West. Black Sea, 7: 266-268.
- Eissa, M.E., E.R. Rashed and D.E. Eissa, 2021. Quality improvement in routine inspection and control of healthcare products using statistical intervention of long-term data trend. Dicle Univ. J. Inst. Nat. Appl. Sci., 10: 163-184.
- Eissa, M.E.A., 2019. Food outbreak: An overview on selected cases over long-term web-based monitoring. SM J. Nutr. Metab., 5.
- Eissa, M. and A. Mahmoud, 2016. Evaluation of microbial recovery from raw materials for pharmaceutical use. J. Food Pharm. Sci., 4: 6-11.
- Eissa, M.E. and A.M. Abid, 2018. Application of statistical process control for spotting compliance to good pharmaceutical practice. Braz. J. Pharm. Sci., 54.
- Eissa, M.E., 2018. Adulterated pharmaceutical product detection using statistical process control. Bangladesh Pharm. J., 21: 7-15.
- Eissa, M.E., 2016. Novel rapid method in ecological risk assessment of air-borne bacteria in pharmaceutical facility. Mahidol Univ. J. Pharm. Sci., 43: 115-126.
- Eissa, M.E., 2023. Trending perspective in evaluation of inspection characteristics of pharmaceutical compound: Comparative study of control charts. Univ. J. Pharm. Res., 8: 15-21.
- Akseli, I., J. Hilden, J.M. Katz, R.C. Kelly and T.T. Kramer et al., 2019. Reproducibility of the measurement of bulk/tapped density of pharmaceutical powders between pharmaceutical laboratories. J. Pharm. Sci., 108: 1081-1084.
- Eissa, M., 2018. Evaluation of microbiological purified water trend using two types of control chart. Eur. Pharm. Rev., 23: 36-38.
- Eissa, M.E., M. Seif and M. Fares, 2015. Assessment of purified water quality in pharmaceutical facility using six sigma tools. Int. J. Pharm. Qual. Assur., 6: 54-72.
- Eissa, M.E., A.M. Mahmoud and A.S. Nouby, 2015. Control chart in microbiological cleaning efficacy of pharmaceutical facility. Dhaka Univ. J. Pharm. Sci., 14: 133-138.
- Mostafa, E., 2019. Application of control charts for non-normally distributed data using statistical software program: A technical case study. World J. Adv. Res. Rev., 1: 39-48.
- Rashed, E. and M. Eissa, 2020. Inventory digital management using statistical process control analysis in healthcare industry. J. Bus. Digital Age, 3: 123-128.
- Rashed, E.R. and M.E. Eissa, 2020. Long-term monitoring of cancer mortality rates in USA: A descriptive analysis using statistical process control tools. Iberoam. J. Med., 2: 55-60.
- Eissa, M.E. and E.R. Rashed, 2023. Analysis and modeling of morbidity and mortality from coronavirus outbreak in Brazil: A case study of public health challenge using unique statistical tools. J Health Sci. Res., 8: 57-61.
- Eissa, M.E., 2017. Application of Laney control chart in assessment of microbiological quality of oral pharmaceutical filterable products. Bangladesh J. Sci. Ind. Res., 52: 239-246.
- Eissa, M.E., E.R. Rashed and D.E. Eissa, 2023. Case of preferential selection of attribute over variable control charts in trend analysis of microbiological count in water. Acta Natura Sci., 4: 1-9.
- van den Ban, S. and D.J. Goodwin, 2017. The impact of granule density on tabletting and pharmaceutical product performance. Pharm. Res., 34: 1002-1011.
- Anjalee, J.A.L., V. Rutter and N.R. Samaranayake, 2021. Application of failure mode and effects analysis (FMEA) to improve medication safety in the dispensing process-A study at a teaching hospital, Sri Lanka. BMC Public Health, 21.
- Eissa, M., 2021. Statistical comparison of parallel-line symmetrical microbiological models: Analysis of agar diffusion assay in 8×8 large rectangular plates. J. Stat. Appl. Sci., 2: 48-64.
- Neuburger, J., K. Walker, C. Sherlaw-Johnson, J. van der Meulen and D.A. Cromwell, 2017. Comparison of control charts for monitoring clinical performance using binary data. BMJ Qual. Saf., 26: 919-928.
- Perla, R.J., S.M. Provost, G.J. Parry, K. Little and L.P. Provost, 2021. Understanding variation in reported COVID-19 deaths with a novel Shewhart chart application. Int. J. Qual. Health Care,. 33.
- Todd, S., S. Barr and A.P. Passmore, 2013. Cause of death in Alzheimer’s disease: A cohort study. QJM: Int. J. Med., 106: 747-753.
- Rausch, A.M., V.E. Küng, C. Pobel, M. Markl and C. Körner, 2017. Predictive simulation of process windows for powder bed fusion additive manufacturing: Influence of the powder bulk density. Materials,. 10.
- Lawson, J., 2020. Comparison of conditional main effects analysis to the analysis of follow-up experiments for separating confounded two-factor interaction effects in 2IVk-p fractional factorial experiments. Qual. Reliab. Eng., 36: 1454-1472.
How to Cite this paper?
APA-7 Style
Mostafa Eissa,
M.A. (2024). Trending Perspective in Quality Control Monitoring and Investigation of Some Properties of Active Pharmaceutical Ingredient. Asian Science Bulletin, 2(1), 24-35. https://doi.org/10.3923/asb.2024.24.35
ACS Style
Mostafa Eissa,
M.A. Trending Perspective in Quality Control Monitoring and Investigation of Some Properties of Active Pharmaceutical Ingredient. Asian Sci. Bul 2024, 2, 24-35. https://doi.org/10.3923/asb.2024.24.35
AMA Style
Mostafa Eissa
MA. Trending Perspective in Quality Control Monitoring and Investigation of Some Properties of Active Pharmaceutical Ingredient. Asian Science Bulletin. 2024; 2(1): 24-35. https://doi.org/10.3923/asb.2024.24.35
Chicago/Turabian Style
Mostafa Eissa, Mostafa Essam, Ahmed.
2024. "Trending Perspective in Quality Control Monitoring and Investigation of Some Properties of Active Pharmaceutical Ingredient" Asian Science Bulletin 2, no. 1: 24-35. https://doi.org/10.3923/asb.2024.24.35

This work is licensed under a Creative Commons Attribution 4.0 International License.